
母线槽生产要求
文章出处:本站 人气:1275发表时间:2020-09-27
, ,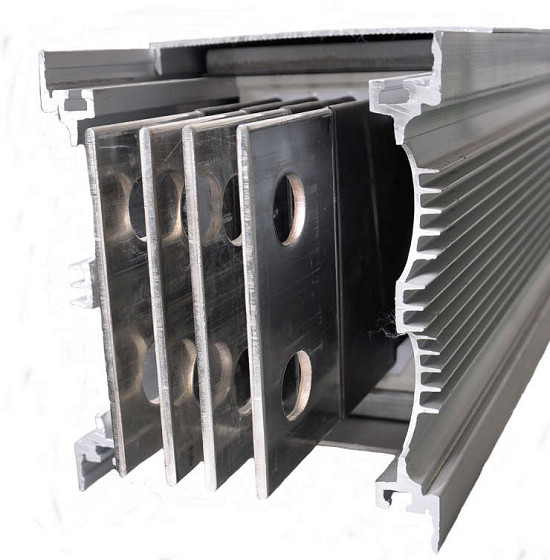
低压空气 母线槽
, 密集型母线的结构决定了它在设计、生产、制造、安装过程中的特殊性和复杂性做重点说明。 , ,1、 钣金制作, ,a、 母排的剪切、冲孔和折弯精度要保证特别是折弯精度折弯角度的变化会导致导体端头长短不一, ,b、 盖板、侧板所有的毛刺要清理干净钢制外壳水平弯通的侧板折弯时外侧板需要折弯机成型减少弯曲半径内侧板则手工弯制加大弯曲半径这样才能有效避免导体和侧板有尖锐棱角的接触从而保护绝缘层不受损伤, ,c、 弯通侧板冲孔定位要严格按空气型标准执行否则转角处母排会松动导致散热效果下降运行噪音加大。 , , , ,2、 焊接, ,a、 铜排焊接, ,母排在焊接后和相同截面的原始母排载流量肯定要下降所以母排一定要45°斜面焊接这样做的目的是增大焊接面提高焊接面的载流能力。母排焊接成型后一定要把两面打磨平整不能有任何突出焊缝和杂质, ,b、 盖板、侧板的焊接, ,侧板宜在外面焊接盖板可以在内面焊接。盖、侧板焊接成型后要打磨平滑特别是内面去除一切毛刺和杂质, ,c、 无论是铜排还是外壳在焊接时一定要用夹具对焊接物件进行固定保证焊接角度的精确性。所有焊接件的焊疤均要完全打磨平滑特别要注意焊接面的反面可能会出现焊渣或突起部位这些部位也要打磨平滑。上述工序完成后方可进行镀锡处理。 , , , ,3、 导体的绝缘处理, ,a、 校排, ,母排在镀锡处理后要求母排的直线度进行校正校正时只能用木狼头或橡胶榔头严禁用铁榔头等坚硬金属工具进行校正如需采用夹具必须在母排外包上棉布等隔层, ,b、 砂排 , ,导体在校正处理后必须仔细砂排将导体所有的边、角、面砂磨光滑导体上严禁有任何的突出物、毛刺杂质的存在如发现焊缝突起或原材料有瑕疵一定要退回上道工序待消除一切隐患后方可进入下一道工序在砂排结束后要用纱布将导体上一切灰尘、杂质擦除干净后待用注意防尘此工序相当重要, ,c、 包扎绝缘 , ,在导体表面杂质处理完毕后即可进入包扎绝缘的工序包扎绝缘的顺序为先包扎端头折弯处、插口折弯处、弯通的折弯处或焊接处后包扎直排部分定型膜一定要包扎在定向膜外面搭头部分为30-50mm必须保证30-50mm的搭接面内定向膜包扎层数达到标准要求在包扎定向膜时定向膜能不裁窄尽量不裁以保证绝缘效果节约材料包扎定向膜要严格按标准层数包扎不能多也不能少多了则影响装配精度少了则影响绝缘等级特别是在弯通转角处要注意包扎层数的统一性包扎绝缘时一定要做到均匀、密致不应有翘起、破损现象在用粘胶带固定它时应顺着包扎方向粘帖因为密集型母线防潮功能很差所以整条导体在包扎绝缘层后绝缘部分在任何一处不能有导体和空气直接接触在包扎工作结束后导体端头和插孔处按要求将绝缘层割除割除面要平整、美观包扎割除工序完成后将母排放在指定的位置存放区域要避免有尖锐物划伤绝缘层在运输装配的过程中一定要轻拿轻放以免损坏绝缘层, , , ,4、外壳装配前的处理 在装配前对已经表面处理过的外壳内侧一定要砂磨处理清除由钣金或喷塑造成的一切毛刺、颗粒、杂质等砂磨后用纱布擦除一切灰尘、杂质方可进行装配, , , ,5、装配环境要求, ,密集型母线的装配要求相对尘密的环境下进行工作台面要清洁无尘所有半成品均要擦拭干净后方可进入装配区域进入装配区域要换鞋换工作服否则灰尘太多会导致母线泄漏电流增大绝缘电阻降低, , , ,6、密集型母线装配注意事项, ,密集型母线侧板端头必须粘贴2*30绝缘双面胶条用于保护母排绝缘层不被侧板端头损伤绝缘双面胶条应超出侧板端头5mm,长度应和侧板高度相同在侧板中部每隔300mm粘贴绝缘胶条1根长度和侧板高度相同。在装配前应事先将该单元母线侧、盖板孔位校对一遍如孔位不配及时退回钣金区打孔并去除毛刺在母线装配区严禁进行打孔作业。 , ,在装配过程中如母排成外壳端头不齐应用木榔头或橡胶榔头轻轻敲打缓慢调整严禁用金属工具敲击或大力击打如果各相位母排长度不一应调整两端间距将误差两端平分切不可将误差累积到一端。 , ,在母排和侧板固定完毕后要仔细检查母线槽内部有无螺钉、螺帽、或其它杂物确保去除一切杂物后方可盖上盖板母线侧、盖板螺栓均要锁紧且压力均匀所有螺栓不能有漏装现象。 , , , ,7、密集型母线的检测, ,因为密集型母线自身结构特点它的出厂检验就尤为重要每个功能单元都必须经过严格的检验方可入库检验不合格的产品绝对不能入库。密集型母线除了安装空气型母线的外观检测要求进行检验外 重要的是要对每个单元进行3750V为时1min的母线耐压测试测试合格的产品方可入库测试不合格的产品返回装配工序拆解后查出故障点和故障原因, ,返工处理后再次进行耐压测试直到合格后方可入库。
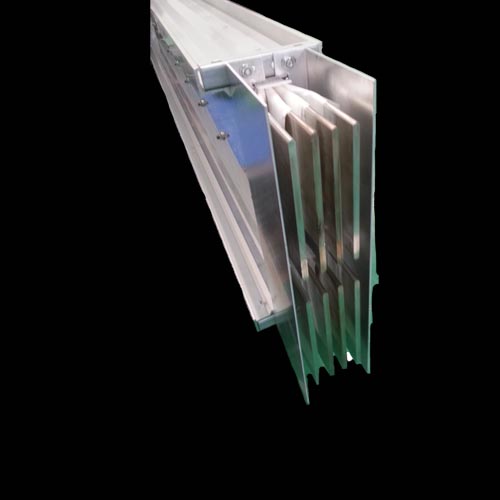
低压空气 母线槽
, 密集型母线的结构决定了它在设计、生产、制造、安装过程中的特殊性和复杂性做重点说明。 , ,1、 钣金制作, ,a、 母排的剪切、冲孔和折弯精度要保证特别是折弯精度折弯角度的变化会导致导体端头长短不一, ,b、 盖板、侧板所有的毛刺要清理干净钢制外壳水平弯通的侧板折弯时外侧板需要折弯机成型减少弯曲半径内侧板则手工弯制加大弯曲半径这样才能有效避免导体和侧板有尖锐棱角的接触从而保护绝缘层不受损伤, ,c、 弯通侧板冲孔定位要严格按空气型标准执行否则转角处母排会松动导致散热效果下降运行噪音加大。 , , , ,2、 焊接, ,a、 铜排焊接, ,母排在焊接后和相同截面的原始母排载流量肯定要下降所以母排一定要45°斜面焊接这样做的目的是增大焊接面提高焊接面的载流能力。母排焊接成型后一定要把两面打磨平整不能有任何突出焊缝和杂质, ,b、 盖板、侧板的焊接, ,侧板宜在外面焊接盖板可以在内面焊接。盖、侧板焊接成型后要打磨平滑特别是内面去除一切毛刺和杂质, ,c、 无论是铜排还是外壳在焊接时一定要用夹具对焊接物件进行固定保证焊接角度的精确性。所有焊接件的焊疤均要完全打磨平滑特别要注意焊接面的反面可能会出现焊渣或突起部位这些部位也要打磨平滑。上述工序完成后方可进行镀锡处理。 , , , ,3、 导体的绝缘处理, ,a、 校排, ,母排在镀锡处理后要求母排的直线度进行校正校正时只能用木狼头或橡胶榔头严禁用铁榔头等坚硬金属工具进行校正如需采用夹具必须在母排外包上棉布等隔层, ,b、 砂排 , ,导体在校正处理后必须仔细砂排将导体所有的边、角、面砂磨光滑导体上严禁有任何的突出物、毛刺杂质的存在如发现焊缝突起或原材料有瑕疵一定要退回上道工序待消除一切隐患后方可进入下一道工序在砂排结束后要用纱布将导体上一切灰尘、杂质擦除干净后待用注意防尘此工序相当重要, ,c、 包扎绝缘 , ,在导体表面杂质处理完毕后即可进入包扎绝缘的工序包扎绝缘的顺序为先包扎端头折弯处、插口折弯处、弯通的折弯处或焊接处后包扎直排部分定型膜一定要包扎在定向膜外面搭头部分为30-50mm必须保证30-50mm的搭接面内定向膜包扎层数达到标准要求在包扎定向膜时定向膜能不裁窄尽量不裁以保证绝缘效果节约材料包扎定向膜要严格按标准层数包扎不能多也不能少多了则影响装配精度少了则影响绝缘等级特别是在弯通转角处要注意包扎层数的统一性包扎绝缘时一定要做到均匀、密致不应有翘起、破损现象在用粘胶带固定它时应顺着包扎方向粘帖因为密集型母线防潮功能很差所以整条导体在包扎绝缘层后绝缘部分在任何一处不能有导体和空气直接接触在包扎工作结束后导体端头和插孔处按要求将绝缘层割除割除面要平整、美观包扎割除工序完成后将母排放在指定的位置存放区域要避免有尖锐物划伤绝缘层在运输装配的过程中一定要轻拿轻放以免损坏绝缘层, , , ,4、外壳装配前的处理 在装配前对已经表面处理过的外壳内侧一定要砂磨处理清除由钣金或喷塑造成的一切毛刺、颗粒、杂质等砂磨后用纱布擦除一切灰尘、杂质方可进行装配, , , ,5、装配环境要求, ,密集型母线的装配要求相对尘密的环境下进行工作台面要清洁无尘所有半成品均要擦拭干净后方可进入装配区域进入装配区域要换鞋换工作服否则灰尘太多会导致母线泄漏电流增大绝缘电阻降低, , , ,6、密集型母线装配注意事项, ,密集型母线侧板端头必须粘贴2*30绝缘双面胶条用于保护母排绝缘层不被侧板端头损伤绝缘双面胶条应超出侧板端头5mm,长度应和侧板高度相同在侧板中部每隔300mm粘贴绝缘胶条1根长度和侧板高度相同。在装配前应事先将该单元母线侧、盖板孔位校对一遍如孔位不配及时退回钣金区打孔并去除毛刺在母线装配区严禁进行打孔作业。 , ,在装配过程中如母排成外壳端头不齐应用木榔头或橡胶榔头轻轻敲打缓慢调整严禁用金属工具敲击或大力击打如果各相位母排长度不一应调整两端间距将误差两端平分切不可将误差累积到一端。 , ,在母排和侧板固定完毕后要仔细检查母线槽内部有无螺钉、螺帽、或其它杂物确保去除一切杂物后方可盖上盖板母线侧、盖板螺栓均要锁紧且压力均匀所有螺栓不能有漏装现象。 , , , ,7、密集型母线的检测, ,因为密集型母线自身结构特点它的出厂检验就尤为重要每个功能单元都必须经过严格的检验方可入库检验不合格的产品绝对不能入库。密集型母线除了安装空气型母线的外观检测要求进行检验外 重要的是要对每个单元进行3750V为时1min的母线耐压测试测试合格的产品方可入库测试不合格的产品返回装配工序拆解后查出故障点和故障原因, ,返工处理后再次进行耐压测试直到合格后方可入库。
上一篇:低压封闭式插接母线槽有什么特点?下一篇:什么是母线槽的极限温升值?



同类文章排行
- 母线槽价格介绍
- 北京威图母线槽批发价格
- 母线槽厂家自销价格低资质全
- 2500a母线槽价格
- 威图空气型母线槽价格厂家直销
- 母线槽质量好价格便宜的母线槽厂家
- 母线槽价格组成
- 630a母线槽每米价格多少?
- 母线槽多少钱一米?
- 西门子母线槽价格介绍